



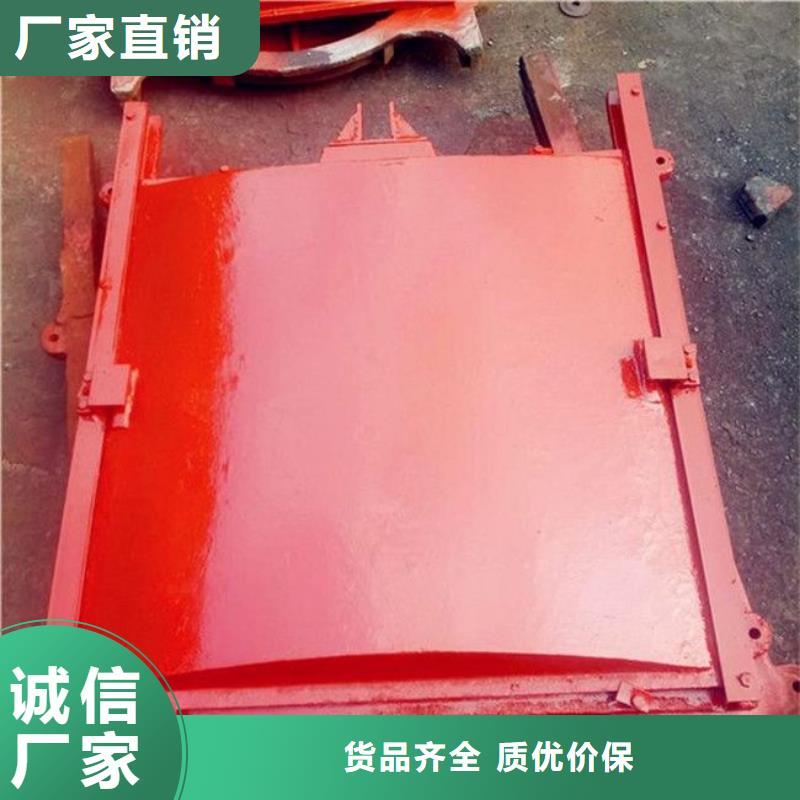








铸铁闸门的工作原理 铸铁闸门主要由闸框和闸板两大部分组成。铸铁闸阀的闸框是闸板的支承构件,在闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,要闸板所承受的全部水压力安全传递到闸室中。 为了科学合理节约材料及减轻自重,铸铁闸阀的断面制成格构式,断面尺寸所受荷载大小和闸板运行情况综合考虑。闸板是要用来封闭和开启孔口的活动挡水构件,板面的四周设铸铁边框梁,为提高闸板的强度,板面制成拱形,拱的圆心角按六十度设计,以降低其所受的水压力。 工作原理:闸板密封面与阀座密封面高度光洁、平整、一致,加工成一个非常贴合、严密的密封副。闸板通过阀杆的上提、下压,对介质形成导通和关断。它在管路中起关断作用。
闸门通常用于许多水利系统、市政污水和自来水厂,铸铁闸门可以对各种河水、江水和工业污水起到很好的控制作用。而且,闸门本身具有相对紧密的结构,这项工作也很可靠,无需手动即可打开和关闭,这是目前被广泛使用的主要原因。铸铁闸门的铸铁支座是封闭式柱状结构。主要是用来承受启闭闸门时的重力或支反力,在内装承重轴承,外型比较的精美。铸铁闸门的护罩由薄壁不锈钢管制成的,其长度一般比闸门行程大了200mm,让一端密封住,另一端用螺栓固定在卷扬启闭机上部电动装置上,可以有效保护丝杆螺纹免受损坏。点击进入看图评论注意事项:如果操作人员工作马虎,不按闸门启闭程序先检查后操作或原操作人员因事请假,代班人员在不熟悉启闭程序和方法时,盲目操作,如将启闭方向反向,当闸门处在关闭状态时开闸,电动启闭时按错按钮或人工启闭时摇反方向,把闭闸的方向误操作为开闸。有的是在闭闸时操作人员思想不集中、闸到下限位置未能即时停机,有的是螺杆的限位螺母、限位标志移位,不起限位作用。电动启闭机还会遇到供电部门在维修电器设备或供电线路时电源相序变动,致使启闭机上的电动机改变了原运转方向导致启闭机启闭方向的改变。此时如闸门处在关闭状态时开闸,必将发生顶闸事故。随着我国科技的发展,在材料的研究方面取得了重大的突破,如今很多地方已经应用到了玻璃钢和高密度聚乙烯材料制作的闸门。因此我们可以预测到,在未来,复合材料制作的闸门将是闸门发展的一个主要的方向,采用复合材料制作的闸门,不仅具有新科技材料具有的诸多优点,同时应用在水利方面由于它强度高、密度小等优势,也有很大的帮助,这是传统的闸门材料所不具备的。另外,新材质的闸门在重量、开启速度和价格方面也会有很大的突破。未来的闸门,重量将会越来越轻,开启速度将会越来越快,闸门价格也会更加的便宜。这样才能更好的满足人们的需求,进而扩大闸门的市场,使得更多的领域都用到闸门,目前很多科学家已经在朝着这个方向研究并取得了阶段性的成果。
铸铁闸门的广泛应用:我们经常有在不同点 场景中见到闸门的使用,主要是用于一些泄水孔、隧洞等等地方,有效的控制水流量,起到宣泄洪水的作用。在一些大坝或是溢洪道的建筑物中,都能见到闸门的存在,是能够有效的提升水位控制,在发洪水,或是水流灾害的时候,可以自动化的启动启闭装置,降低许多的社会危险,并且有助于阻截一些有害物质,避免留到水中,造成水利污染,从而造成不必要的损失。在较多的闸门使用过程中,制造能力的完善、止水效果显着,都是能够带给工程很多的便利,降低了人为操作的误差,也节省了很多的人员配置,可以实现简单化的操作,更加灵活,也更加方便。是现在较多工程都广泛使用到的有效设备。闸门在帮助我们获取到足够的健康与安全的同时,也需要及时的进行检查维修,保障设备的稳定运行,操作人员也需要了解好相关的常识,提升使用价值,降低社会危害。
铸铁闸门操作常识:闸门顾名思义是生活中使用较为广泛的一种实用设备,在水利工程建设中使用极其广泛,能够改善水流的流淌方向,并且控制水位。
铸铁闸门事故发生的原因:
1、对于非人为因素引起的闸门顶闸事故在启闭机在升起或降下闸门在运行过程中,枣庄液压钢闸门,如果出现树木等漂浮物或石块等障碍物被高速水流带到闸底或冲到闸槽中卡住,若此时关闭闸门,当闸门下缘在未接触到闸底之前已被障碍物阻挡产生反力,但螺杆上的限位标志或限位开关还没有到位,不起限位停机或提醒操作人员停机的作用,故操作人员不会停机,启闭机将带动闸门继续下压,当反力超过启闭机或启闭台的承受耐力时,也必将发生顶闸事故。
人为因素引发的直柄手推式闸门顶闸事故如果是因为水库的启闭机的操作人员工作马虎,不按闸门启闭程序先检查,后操作或原操作人员因事请假,代班人员在不熟悉启闭程序和方法时,盲目操作。如将启闭方向反向,当闸门处在关闭状态时开闸,电动启闭时按错按钮或人工启闭时摇反方向,把闭闸的方向误操作为开闸;有的是在闭闸时操作人员思想不集中、闸到下限位置未能即时停机,有的是螺杆的限位螺母、限位标志移位,不起限位作用。液压钢闸门,电动启闭机还会遇到供电部门在维修电器设备或供电线路时电源相序变动,致使启闭机上的电动机改变了原运转方向导致启闭机启闭方向的改变,此时如闸门处在关闭状态时开闸,必将发生顶闸事故。

铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。

