
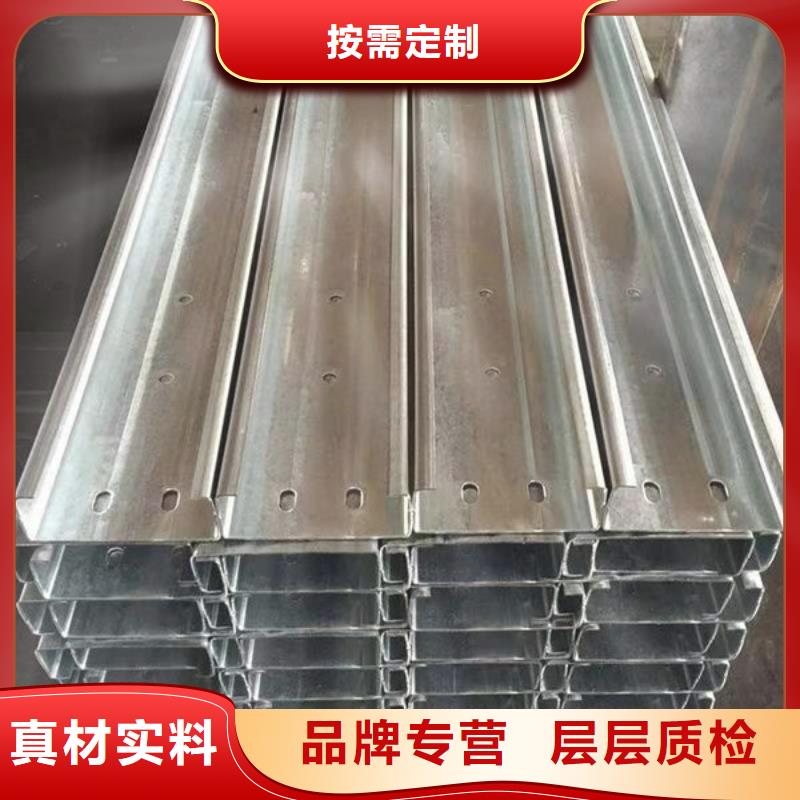
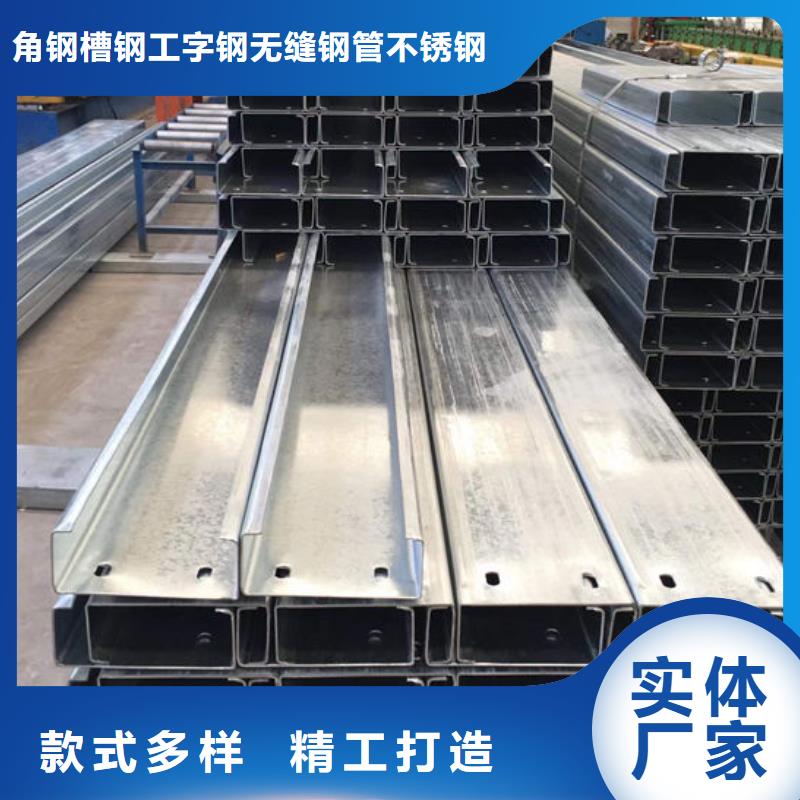



行业内大直径直缝钢管生产将采用T型焊接技术,即将直缝管的短段拼接成满足工程要求的长度,大大增加直缝钢管T型焊接缺陷的概率。此外,T形焊缝处的焊接残余应力相对较大。焊缝金属往往产生一种应力作用,这增加了裂纹的可能性。和直缝钢材相比,螺旋钢管在强度上要有一定的优势。生产螺旋钢管的主要工艺就是埋弧焊。螺旋钢管可用于由相同宽度的坯料生产不同管径的焊管。也可用于由较窄的坯料生产较大管径的焊管。然而,与相同长度的直缝管相比,焊缝管的长度增加了30~100%,因为以上的原因,螺旋钢管的生产速度很慢。因此,直缝焊接主要用于小直径焊管。而螺旋焊接主要用于大直径焊管。
直缝钢管的生产工艺较为简单,主要生产工艺为高频焊直缝钢管和埋弧焊直缝钢材;直缝钢管生产效率高,成本低,发展迅速,螺旋钢管的强度通常高于直缝钢管;主要生产工艺是埋弧焊,螺旋钢管可以生产出具有相同宽度的方坯的不同直径的焊接管,或者可以从狭窄的方坯中制造出具有较大管径的焊接管;但是,与相同长度的直缝钢管相比,焊接长度分别增加了30%和100%,生产速度降低了;因此,大口径钢管大多通过螺旋焊接来焊接,小口径钢管大多通过直缝焊接来焊接。在大口径直缝钢管的工业生产中,采用了T形焊接技术,即一小部分直缝钢管被对接连接,以满足工程所需的长度;T形直缝钢管的缺陷将大大增加,T形焊缝的焊接残余应力将更大,焊接金属通常处于三轴应力下,这会增加开裂的可能性;就焊接技术而言,螺旋钢管和直缝钢管的焊接方法是相同的,但不可避免地会出现大量的T形焊缝,并且T形焊缝的焊接残余应力非常大,因此,焊接缺陷的可能性也很大,改进后,焊接金属通常处于三轴应力状态,这增加了开裂的可能性。
圆钢热切加热炉的特点:1、圆钢热切加热炉提高生产效率由于采用中频感应加热,加热效率高、速度快,不用预热,可以缩短辅助时间,提高生产效率1.6倍。2、圆钢热切加热炉节约材料,提高锻坯质量由于采用组合模具进行自动下料,下料重量得到控制,重量误差≤0.5%(人工下料重量误差约为2%);另外采用中频感应加热速度快、采用“一火锻造”比原来减少一次加热过程,氧化脱炭少,通过压缩下料公差及锻坯留量可以节省原材料8.2%。由于锻坯氧化皮少,锻件的外观质量明显改善。3、圆钢钢材热切加热炉节能环保,安全卫生由“二火锻造”改为“一火锻造”,可以减少一次下料加热的燃油及电耗,节约能源约56%;采用中频感应加热取代燃油加热,消除了燃油加热时产生的热辐射、烟尘、so2气体排放造成的污染以及鼓风机噪声对周围环境的影响;火灾隐患得以控制。4、圆钢热切加热炉减轻劳动强度,节省劳动力人工下料时,一根长棒料重约1~2百公斤,用人工下料体力消耗很大;采用自动下料,取消了下料工序,可节省下料人员。5、圆钢热切加热炉温度控制容易、准确采用中频感应加热,配合进料速度调节,加热温度易控制;采用非接触式红外测温头连续测量、监控温度,自动显示并记录,温度控制准确,有效杜绝了燃油加热时容易产生的“过烧”现象。
常用的不锈钢无缝钢管标准有:GB/T14976、GB13296、GB9948、GB6479、GB5310共五个标准。其中,后三个标准中仅列出了两三个不锈钢材料牌号,而且是不常用的材料牌号。因此,当工程上选用不锈钢无缝钢管标准时,基本上都选用GB/T14976和GB13296标准。GB/T14976《流体输送用不锈钢无缝钢管》:材料牌号:304、304L等共19种适于一般流体的输送。GB13296《锅炉、热交换器用不锈钢无缝钢管》:材料牌号:304、304L等共25种。其中超低碳不锈钢(304L、316L)具有优良的抗腐蚀性能,在一定条件下,可代替稳定型不锈钢(321、347)用于抗介质的腐蚀;超低碳不锈钢高温机械性能较低,一般仅用于温度低于525℃的条件下;稳定型奥氏体不锈钢既具有较好的抗腐蚀性能,又有较高的高温机械性能,但321中的Ti在焊接过程中易被氧化而失掉,从而降低了其抗腐蚀性能,其价格较高,这类材料一般用在较重要的场合,304、316具有一般的抗腐蚀性能,价格便宜,因此被广泛应用。